I bought two additional pairs of forceps after my experience peeling 'impractical' parts.
At top is the original set of forceps supplied by Solido. It's the most generally-useful of the bunch, with strong wedge-shaped jaws whose knife-edge slides easily between layers. Its jaws close flat, so it can spread force on a tightly-gripped sheet without tearing it.
The second set is an
Xcelite 434 sharp-pointed tweezer. The point is useful for stabbing PVC material and applying sideways force to clear overhangs. The jaws are gently curved to concentrate grip at the end. It's prone to damage the part (and work surface, if dropped) but it's got special uses.
The bottom set is an
Xcelite 7V with slender, curved jaws that can reach concealed areas through small openings. It can't grip as firmly as the other pairs, but it can reach places straight tweezers can't go.

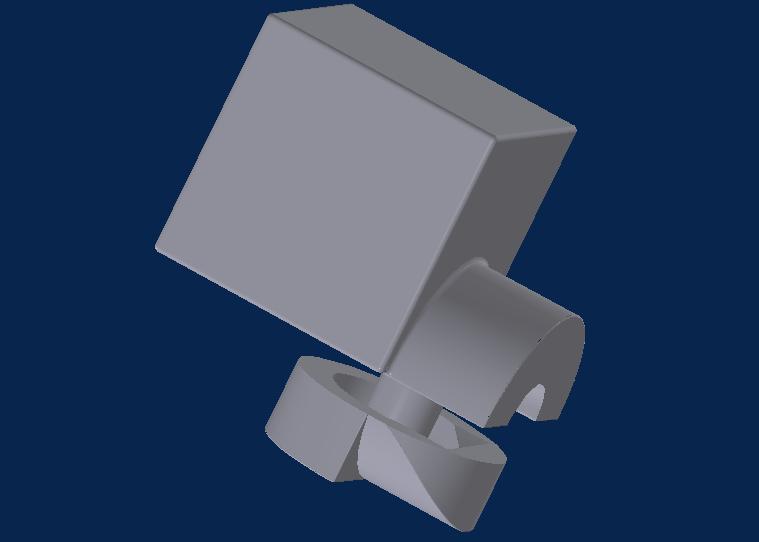
The deep overhangs and hollow areas had been so difficult to clear last time because there wasn't enough free space to maneuver the material. This time I added wedge-shaped peeling cuts so I could pull material out of the part's openings, thus giving me room to reach in and work on the waste material embedded inside.

After building the part, I concentrated my attention on clearing material out of the wedge-shaped channels.

It took a few minutes, but it worked quite well. With this wedge-shaped opening I already had access to the interior of one of the overhangs.

I used the pointed tweezers to loosen material in the overhang, then used the curved tweezers to reach in and pull it out. The curved tweezers can't grip very tightly, but I learned to gently work the waste material back and forth until it gently broke free.

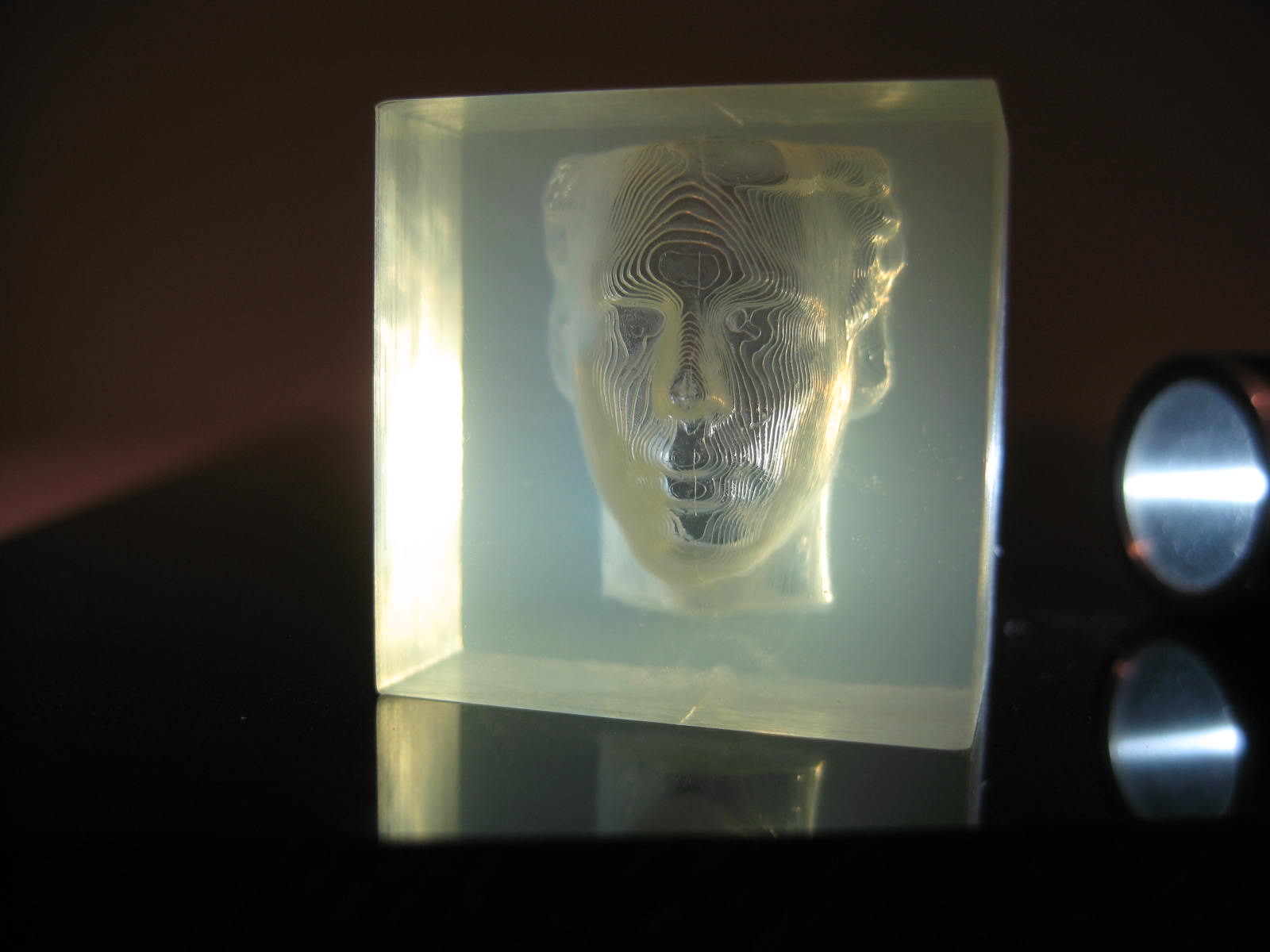
Unlike last time, the part emerged without any blemishes or rough spots. It took about 35 minutes, so it's not quick work, but it was much easier than last time.

I dipped the part in Weld-On 2007 to improve its transparency. I had overlooked a small piece of scrap material inside one of the cavities, visible through the sidewall in this picture. Unfortunately, the solvent dip permanently welded the scrap inside there. It's important to clear away all scraps before using any solvent!